

การปฏิบัติงาน ควบคุมเครื่องไวร์คัท และหลักการทำงาน AccuteX Wire Cut EDM อย่างมีประสิทธิภาพ
บทความนี้เป็นคู่มือปฏิบัติงานจริงสำหรับช่างควบคุมเครื่อง AccuteX Wire Cut EDM เน้นการตั้งค่าพิกัด การร้อยลวด การติดตั้งชิ้นงาน การจัดการไฟล์ NC การเลือกค่าไฟ EDM รวมถึงการปรับค่า OFFSET และการติดตามสถานะการตัด (Monitor) เพื่อให้ได้ผลงานที่เที่ยงตรง ลดเวลาหยุดเครื่อง และลดค่าใช้จ่ายในการซ่อมบำรุง
เหมาะสำหรับ: ช่าง Wire Cut, วิศวกรผลิต, ช่างซ่อมบำรุง และผู้ใช้งานเครื่อง AccuteX ที่ต้องการเพิ่มประสิทธิภาพการตัดงาน
- เข้าใจขั้นตอนการใช้งานเครื่อง AccuteX ตั้งแต่เริ่มต้นจนจบงาน
- เรียนรู้การเลือกค่าไฟ EDM และ OFFSET ให้เหมาะสมกับวัสดุและความหนาชิ้นงาน
- ลดปัญหาเครื่องหยุด (Machine Break Down) และลดเวลาสูญเสียจากการตั้งเครื่องผิดพลาด


สารบัญเนื้อหา
- ภาพรวมและวัตถุประสงค์ของการใช้งานเครื่องไวร์คัท AccuteX
- ขั้นตอนที่ 1: พิกัด (Coordinate) และ Home Search
- ขั้นตอนที่ 2: ร้อยลวดวายคัทและตั้งลวดตรง (Vertical Alignment)
- ขั้นตอนที่ 3: ติดตั้งชิ้นงานบนโต๊ะงาน (Work piece setup)
- ขั้นตอนที่ 4–5: จัดการไฟล์ NC และการจำลองการตัด (Simulation)
- ขั้นตอนที่ 6–7: ค่าไฟ EDM และการตั้ง OFFSET
- ขั้นตอนที่ 8: การแสดงผลและติดตามสถานะการตัด (Monitor)
- เคล็ดลับเพิ่มประสิทธิภาพและลดปัญหาในการตัดไวร์คัท
- คำถามที่พบบ่อยเกี่ยวกับ AccuteX Wire Cut EDM
- สรุปและติดต่อทีมช่าง AccuteX
ภาพรวมและวัตถุประสงค์ของการใช้งานเครื่องไวร์คัท AccuteX
เพื่อเป็นการเผยแพร่การปฏิบัติการควบคุมเครื่องไวร์คัท AccuteX Wire Cut EDM Machine ซึ่งสามารถนำไปปรับใช้ได้สำหรับช่างควบคุมเครื่อง Wire Cut EDM โดยตรง เป็นการปรับปรุงพัฒนาการควบคุมเครื่องไวร์คัทให้สามารถตัดงานได้อย่างรวดเร็ว เที่ยงตรง แม่นยำ และลดปัญหาเครื่องหยุดเสีย (Machine Break Down) จากการใช้งานและตั้งค่าที่ไม่เหมาะสม
การรับจ้างงาน Wire Cut นั้น “เวลา” คือปัจจัยสำคัญ การย่นระยะเวลาการตั้งเครื่องและการตัดให้สั้นลง จะช่วยเพิ่มผลผลิต และลดต้นทุนต่อชิ้นงานได้อย่างชัดเจน
จุดเด่นสำคัญของเครื่องไวร์คัท AccuteX ที่จำหน่ายในประเทศไทย คือ ระบบปฏิบัติการชุดควบคุม AccuteX สามารถเลือกเป็นภาษาไทยได้ ทำให้ช่าง Wire Cut เข้าใจเมนูและคำสั่งได้ง่าย เริ่มใช้งานเครื่องได้อย่างรวดเร็วแม้เป็นผู้เริ่มต้น
การตัดงานด้วยเครื่องไวร์คัท AccuteX
ขั้นตอนการปฏิบัติงานหลักในการตัดงานด้วยเครื่องไวร์คัท AccuteX
- 1. พิกัด (Coordinate)
- 2. ร้อยลวดวายคัทและตั้งลวดตรง (Vertical Alignment)
- 3. ติดตั้งชิ้นงานบนโต๊ะงาน (Work piece setup)
- 4. จัดการไฟล์ NC (NC file Management)
- 5. จำลองการตัด (Simulation)
- 6. ค่าไฟ EDM (EDM Search)
- 7. ออฟเซ็ต (Offset)
- 8. แสดงผลติดตามสถานะการตัด (Monitor)
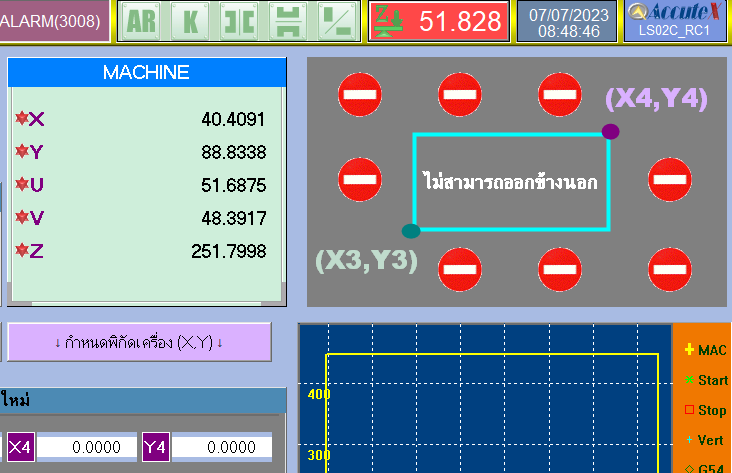
1. พิกัด (Coordinate) และ Home Search
ก่อนเริ่มตัดชิ้นงานด้วยเครื่องไวร์คัท ขั้นตอนแรกที่ต้องทำคือคำสั่ง “HOME SEARCH”
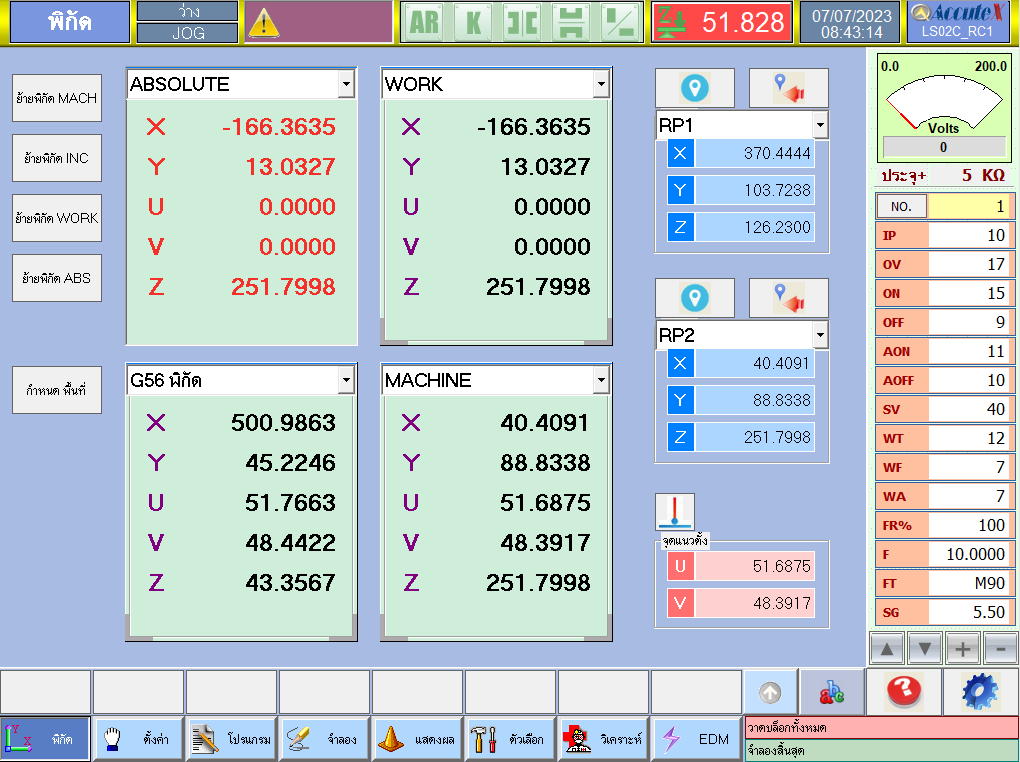
HOME SEARCH คือการให้เครื่องเคลื่อนแกน X Y Z U V ไปยังจุดเริ่มต้นของแต่ละแกน เพื่อกำหนดจุดอ้างอิง (Reference) ที่ถูกต้องสำหรับการทำงาน
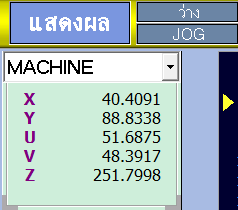
ในหน้าพิกัดเราสามารถดูและใช้คำสั่งเคลื่อนตำแหน่งอ้างอิงต่างๆ ได้ เช่น
- MACH (Machine)
- INC (Increment)
- WORK
- ABS (Absolute)
- RELATIVE
- G54 – G59
ในค่าพิกัด WORK สามารถตั้งค่า X0 Y0 ณ พิกัดปัจจุบันได้ โดยเปิดกล่องโต้ตอบ แล้วพิมพ์คำสั่ง X0Y0 จากนั้นกด Enter เพื่อกำหนดจุดอ้างอิงสำหรับชิ้นงาน

นอกจากนี้ ในหน้าจอพิกัด เรายังสามารถเคลื่อนแกน X Y Z U V ไปยังพิกัดที่ต้องการได้ โดยเลือกจุดอ้างอิงที่ต้องการ เช่น พิกัด WORK แล้วป้อนค่าพิกัดแกนที่ต้องการให้เครื่องเคลื่อนที่ไป
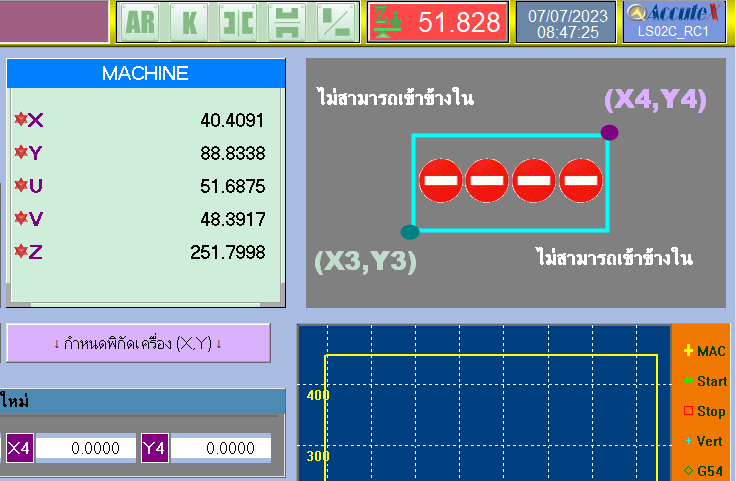
ฟังก์ชันขอบเขตโปรแกรม (Program Limit) ช่วยเพิ่มความปลอดภัยในการทำงาน เช่น
- ไม่สามารถเคลื่อนแกน X และ Y เข้าไปภายในเขตที่กำหนดได้ (ป้องกันการชน Jig หรือวัสดุอื่น)
- ไม่สามารถเคลื่อนแกน X และ Y ออกนอกเขตที่กำหนดได้
2. ร้อยลวดวายคัทและตั้งลวดตรง (Vertical Alignment)
2.1 ร้อยลวดวายคัทด้วยมือ
การร้อยลวดวายคัทจะมีแผนภาพทิศทางบอกอย่างชัดเจน ผู้ใช้สามารถร้อยลวดวายคัทตามป้ายบอกทาง จนลวดผ่านไกด์หัวบน (Upper head guide) จากนั้นกดปุ่มดึงลวดวายคัทเพื่อให้ลวดผ่านไกด์หัวล่าง (Lower head guide)

ภาพแสดงทิศทางการร้อยลวด
2.2 ระบบร้อยลวดอัตโนมัติ (AWT – Automatic Wire Threading)
หากเครื่องไวร์คัทติดตั้งระบบร้อยลวดอัตโนมัติ AWT จะช่วยเพิ่มความสะดวก และความแม่นยำในการร้อยลวดอย่างมาก โดยสามารถตั้งให้ร้อยลวดอัตโนมัติเมื่อหยุดโปรแกรม หรือเมื่อลวดขาดระหว่างการตัดได้
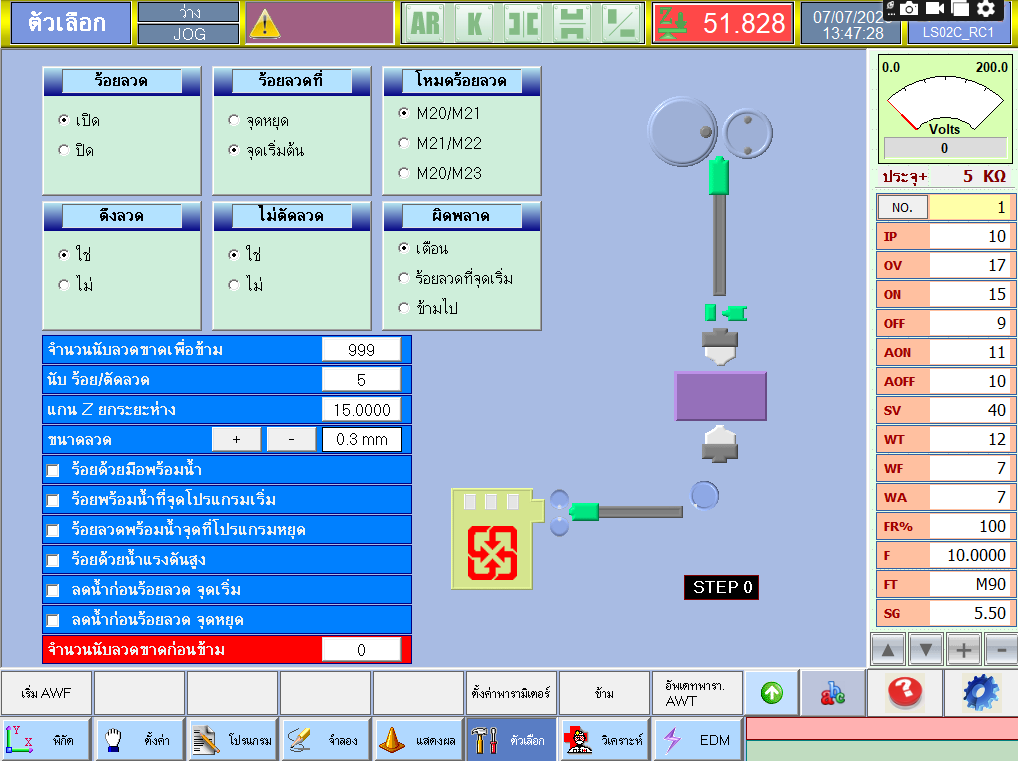
ฟังก์ชันหลักของระบบ AWT
- เปิด/ปิดระบบร้อยลวดวายคัทอัตโนมัติ
- ร้อยลวดที่จุดหยุดโปรแกรม ลวดขาด หรือจุดเริ่มต้นตัด
- เลือกคำสั่ง M-code ที่ใช้ร่วมกับการร้อยลวด
- ดึงลวดให้ตึงก่อนร้อยลวด และตัดลวดก่อนร้อยลวด
- ตั้งจำนวนครั้งที่ให้ระบบพยายามร้อยลวด หากไม่สำเร็จสามารถตั้งให้แจ้งเตือน หรือข้ามไปจุดถัดไปได้
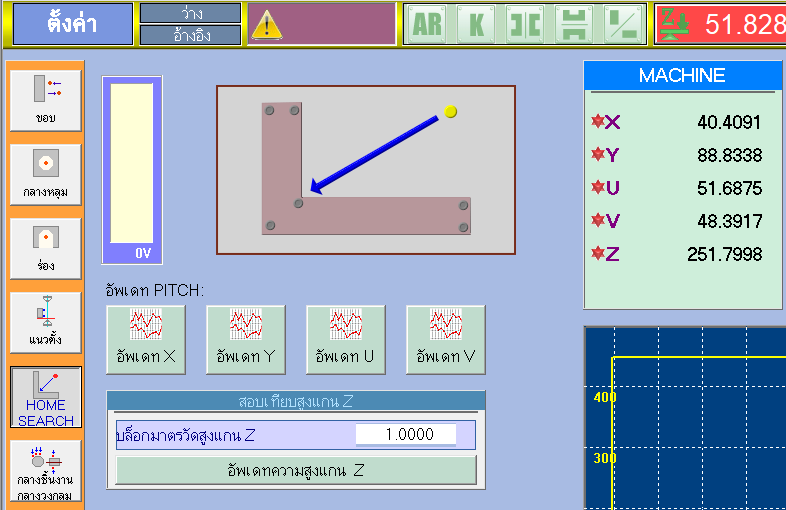
2.3 ตั้งลวดตรง (Vertical Alignment)
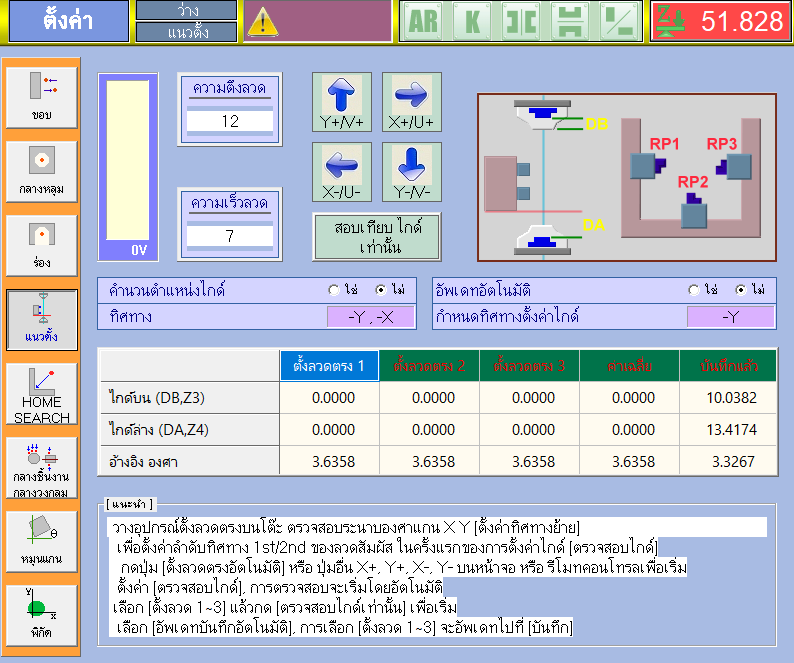
ในเมนูตั้งค่า เลือกเมนูย่อย “แนวตั้ง” และเลือกหัวข้อ ตั้งลวดอัตโนมัติด้วยอุปกรณ์ จากนั้นเลือกแนวแกนให้สัมพันธ์กับทิศทางการวางอุปกรณ์ตั้งลวด เมื่อกด “เริ่มหาแนวตั้งอัตโนมัติ” เครื่องจะเคลื่อนแกนเพื่อสอบเทียบลวดกับอุปกรณ์ตั้งลวดโดยอัตโนมัติ
ผู้ใช้สามารถตั้งให้คอนโทรลเลอร์คำนวณตำแหน่งไกด์และอัปเดตข้อมูลอัตโนมัติ รวมถึงเลือกจะตั้งลวดตรงเพียงครั้งเดียว หรือทำซ้ำสามครั้งแล้วให้คอนโทรลเลอร์คำนวณค่าเฉลี่ย เพื่อเพิ่มความแม่นยำ
3. ติดตั้งชิ้นงานบนโต๊ะงาน (Work piece setup)
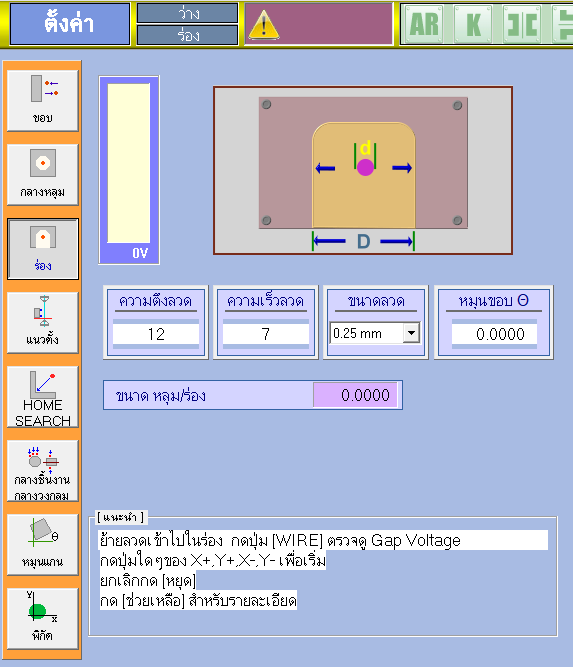
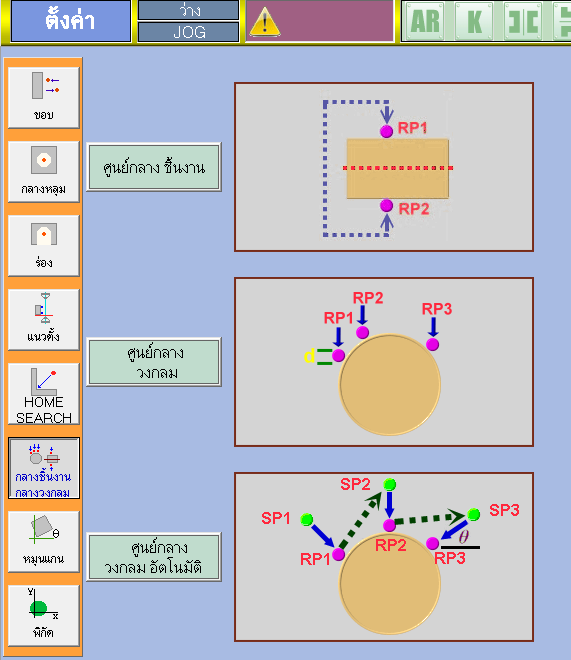
ขั้นตอนนี้มีวัตถุประสงค์เพื่อให้ชุดควบคุมรับรู้ตำแหน่งของชิ้นงานจริงบนโต๊ะวางชิ้นงาน โดยใช้ฟังก์ชันช่วยต่างๆ เช่น “ขอบ”, “กลางหลุม”, “ร่อง”, “กลางชิ้นงาน”, “หมุนแกน”
ติดตั้งชิ้นงานบนโต๊ะ
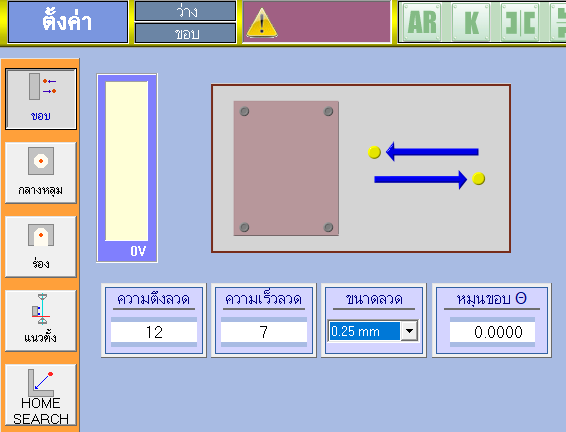
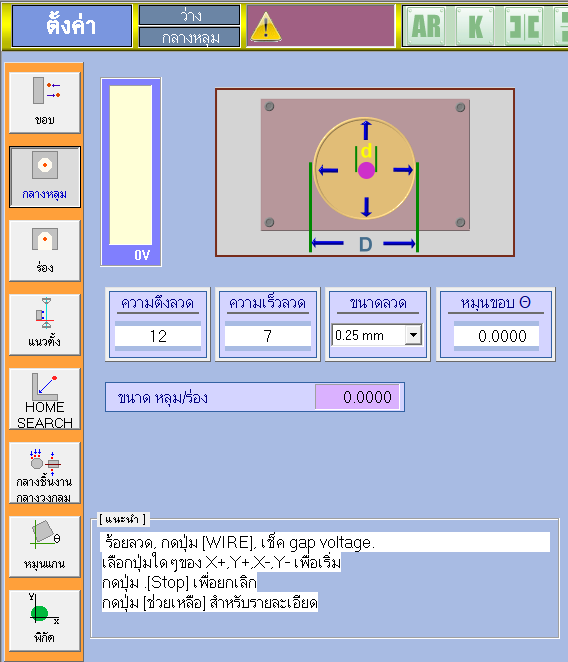
ฟังก์ชัน “ขอบ” คือคำสั่งให้ชุดควบคุมเคลื่อนแกนที่เลือกไปยังทิศทางที่กำหนด เพื่อให้ลวดสัมผัสกับชิ้นงาน จากนั้นเครื่องจะจดจำตำแหน่งเพื่อนำไปคำนวณหาจุดศูนย์กลางหรือระนาบ
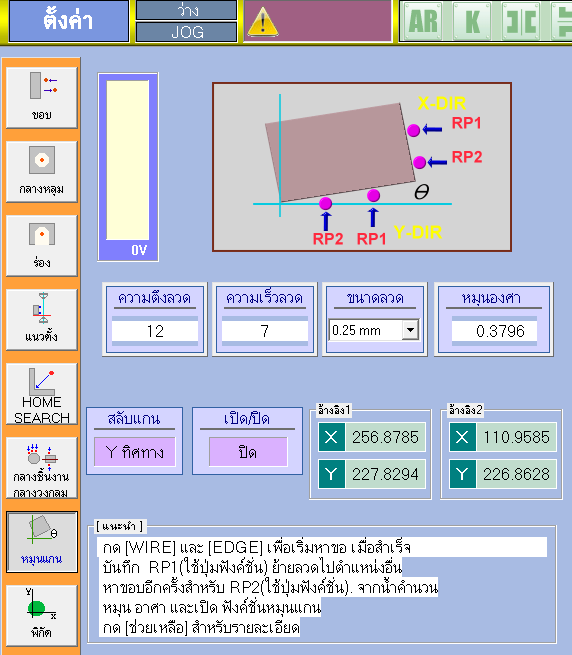
กรณีชิ้นงานถูกวางเอียงบนโต๊ะ เครื่องไวร์คัทสามารถใช้ฟังก์ชันหมุนแกน เพื่อคำนวณองศาและหมุนระนาบการตัดตามแนวชิ้นงานโดยอัตโนมัติ ลดเวลาในการจัดระนาบชิ้นงานให้ตรงกับแกนเครื่อง
4–5. จัดการไฟล์ NC (NC FILE MANAGEMENT) และการจำลอง (Simulation)
เมื่อเราติดตั้งชิ้นงานเรียบร้อยแล้ว ขั้นตอนต่อมาคือการนำเข้าไฟล์ NC และตรวจสอบโปรแกรมก่อนตัดจริง
การนำเข้าไฟล์ NC
การเขียนโปรแกรม CAD/CAM สำหรับ Wire Cut EDM จะไม่กล่าวรายละเอียดในบทความนี้ แต่โดยทั่วไปไฟล์ NC สามารถนำเข้าได้ผ่าน:
- USB port
- RS-232
- LAN
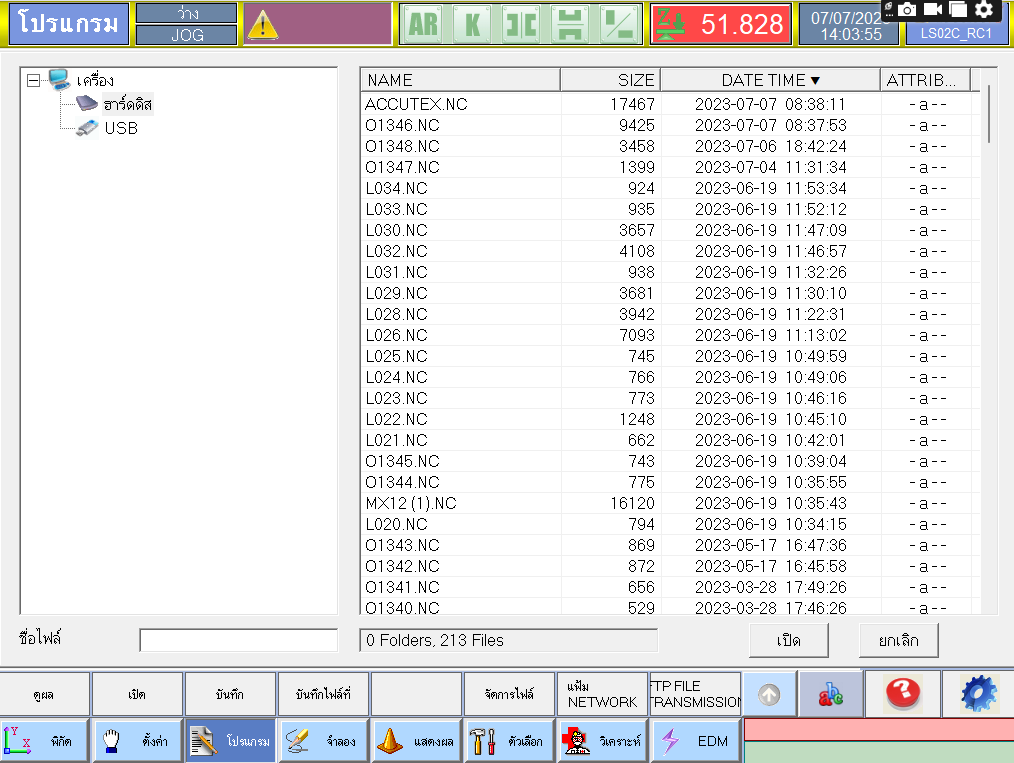
เลือกเมนู “โปรแกรม” และ “เปิด” จะเห็นไฟล์ NC ที่อยู่ในฮาร์ดดิสก์และ USB สามารถเลือกไฟล์ NC ที่ต้องการแล้วเปิดขึ้นมาแก้ไขหรือใช้งานได้ทันที
ในหน้าจอโปรแกรมสามารถแก้ไข G-code ได้ เช่น ตัด คัดลอก วาง ลบ ย้อนกลับ ค้นหา และทดแทน เมื่อแก้ไขเสร็จให้กด “บันทึก” หรือ “บันทึกไฟล์ไปที่” เพื่อเก็บลงฮาร์ดดิสก์หรือ USB
การจำลองการตัด (Simulation)
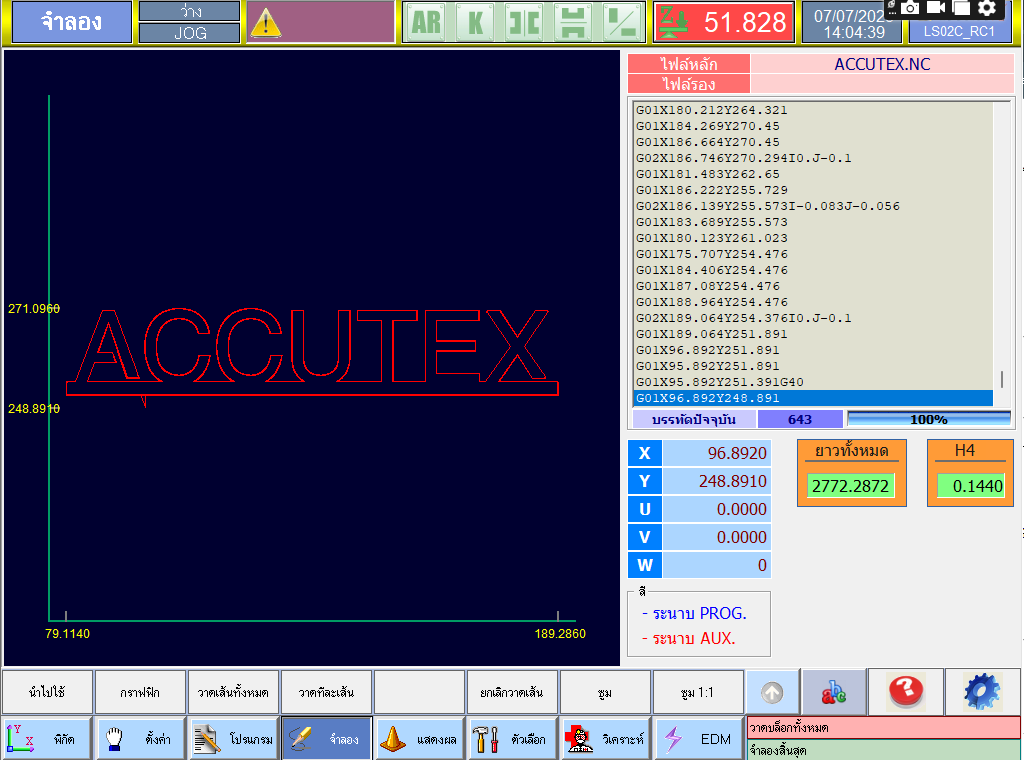
กด “จำลอง” เพื่อให้ระบบควบคุม AccuteX วิเคราะห์ G-code ทั้งหมดว่ามีความผิดพลาดหรือไม่ หากมี G-code ที่ขัดแย้ง ผิดรูปแบบ หรือคำสั่งที่ไม่มีในสารบบ ระบบจำลองจะแจ้งเตือน และแสดงตำแหน่งบรรทัดที่ผิดให้กลับไปแก้ไขได้อย่างชัดเจน
6–7. ค่าไฟ EDM และการตั้ง OFFSET
6. ค่าไฟ EDM (EDM Parameter)

ในหน้าเมนู EDM ผู้ใช้สามารถเลือก:
- วัสดุ (เหล็ก, อลูมิเนียม, ทองแดง, ทังสเตนคาร์ไบด์, PCD, CBN ฯลฯ)
- ขนาดลวด
- ความหนาชิ้นงาน
- จำนวนครั้งที่ต้องการตัด (จำนวนคัท)
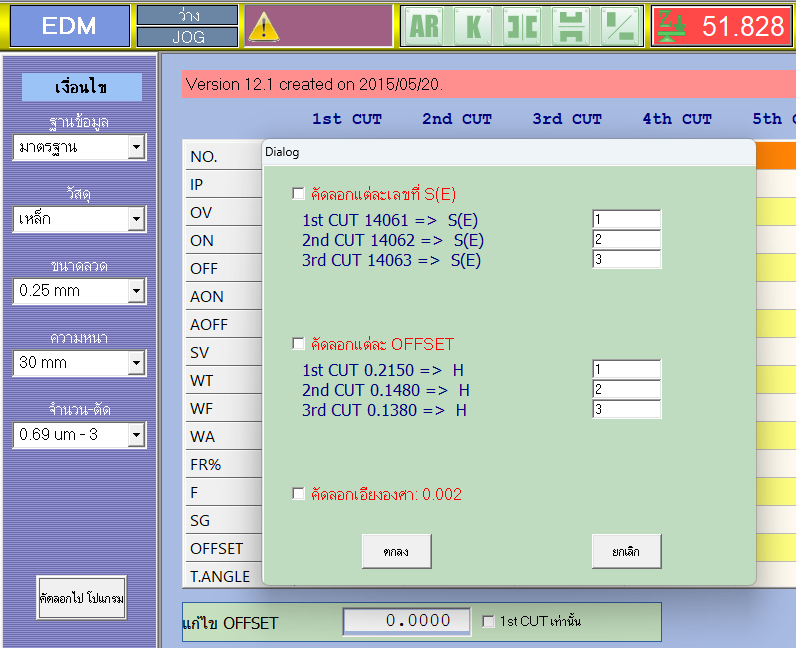
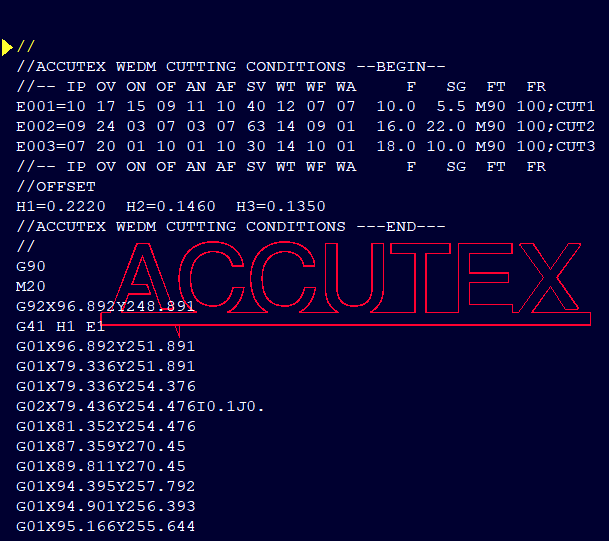
เมื่อเลือกครบแล้ว กด “ค้นหา EDM” ระบบ AccuteX จะเลือกค่าไฟที่เหมาะสมพร้อมชุดค่าต่างๆ เช่น IP, OV, ON, OFF, WT, WF, WA เป็นต้น จากนั้นกด “คัดลอกไปโปรแกรม” ค่า EDM จะถูกแทรกไปใน G-code เพื่อใช้ในการตัดจริง
ตัวอย่างลำดับค่าไฟ EDM และ OFFSET สำหรับหลายคัท
- E1 ค่าไฟ EDM สำหรับคัทที่ 1
- E2 ค่าไฟ EDM สำหรับคัทที่ 2
- E3 ค่าไฟ EDM สำหรับคัทที่ 3
- H1 OFFSET สำหรับคัทที่ 1
- H2 OFFSET สำหรับคัทที่ 2
- H3 OFFSET สำหรับคัทที่ 3
จำนวนชุด E และ H ที่ใช้ขึ้นอยู่กับจำนวนคัทที่เราต้องการ เช่น หากตัดเพียง 1 คัท จะมีเฉพาะ E1 และ H1 เท่านั้น
7. ออฟเซ็ต (OFFSET) และ Gap Voltage
ค่าออฟเซ็ต (OFFSET) คือค่าชดเชยช่องว่างแรงดันไฟ (Gap Voltage) ระหว่างลวดกับชิ้นงาน ซึ่งสัมพันธ์กับค่าไฟ EDM ที่ตั้งไว้ หากเปิดกระแสมากขึ้นหรือเพิ่มเวลา ON ช่องว่างระหว่างลวดกับชิ้นงานจะกว้างขึ้น ทำให้ขนาดชิ้นงานเปลี่ยนไป
กรณีตัดชิ้นงาน Insert หรือ Punch หากไม่ปรับ OFFSET ให้สัมพันธ์กับค่าไฟ EDM อาจทำให้ชิ้นงานเล็กกว่าหรือใหญ่กว่าที่ต้องการได้
วิธีปรับ OFFSET แบบง่ายและแม่นยำ:
- ตั้งค่าไฟ EDM ตามวัสดุและความหนาที่ต้องการใช้งานจริง
- ทดลองเขียนโปรแกรมตัดสี่เหลี่ยม 10 x 10 mm บนชิ้นงานหนาเท่ากับชิ้นงานจริง
- ตัดชิ้นงาน แล้วนำชิ้นส่วนที่ได้ไปวัดขนาดจริง
- ดูว่าขนาดใหญ่หรือเล็กกว่า 10 mm เท่าไร แล้วนำค่าที่ต่างไปปรับใน OFFSET โมดิฟาย
ตัวอย่าง:
- OFFSET เดิม 0.176
- OFFSET โมดิฟาย +0.010 → OFFSET ใหม่เป็น 0.186
- OFFSET โมดิฟาย -0.010 → OFFSET ใหม่เป็น 0.166
เมื่อปรับแก้ OFFSET แล้วให้กด “คัดลอกไปโปรแกรม” เพื่อนำค่าชดเชยไปใช้ในหน้าแสดงผล (Monitor) เตรียมพร้อมสำหรับการตัดจริง
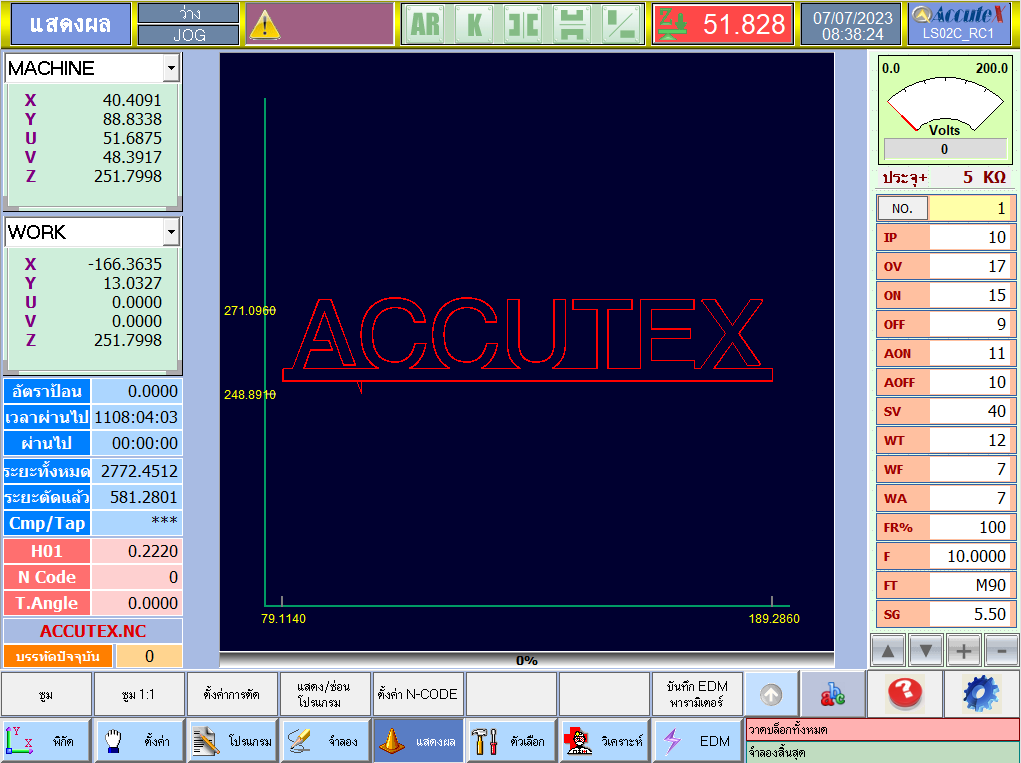
8. การแสดงผลและติดตามสถานะการตัด (Monitor)
เมื่อ G-code พร้อมใช้งานและตั้งค่าต่างๆครบถ้วนแล้ว หน้าจอ “แสดงผล” (Monitor) จะแสดงข้อมูลสำคัญระหว่างการตัดงาน เพื่อให้ผู้ใช้ตรวจสอบสถานะเครื่องและคุณภาพการตัดแบบ Real-time
8.1 สถานะเครื่อง
- ว่าง – เครื่องยังไม่ได้ตัดงาน
- JOG / INC JOG / AUTO – โหมดการเคลื่อนแกนหรือตัดงาน
- Alarm – แสดงการเตือนต่างๆ ที่ต้องตรวจสอบ
- AR K – สถานะหมุนแกน กลับด้านแกน
- Z – สถานะล็อกแกน Z
- แสดงวันที่ เวลา และเวอร์ชันซอฟต์แวร์
8.2 ตำแหน่ง ระยะทาง และ OFFSET
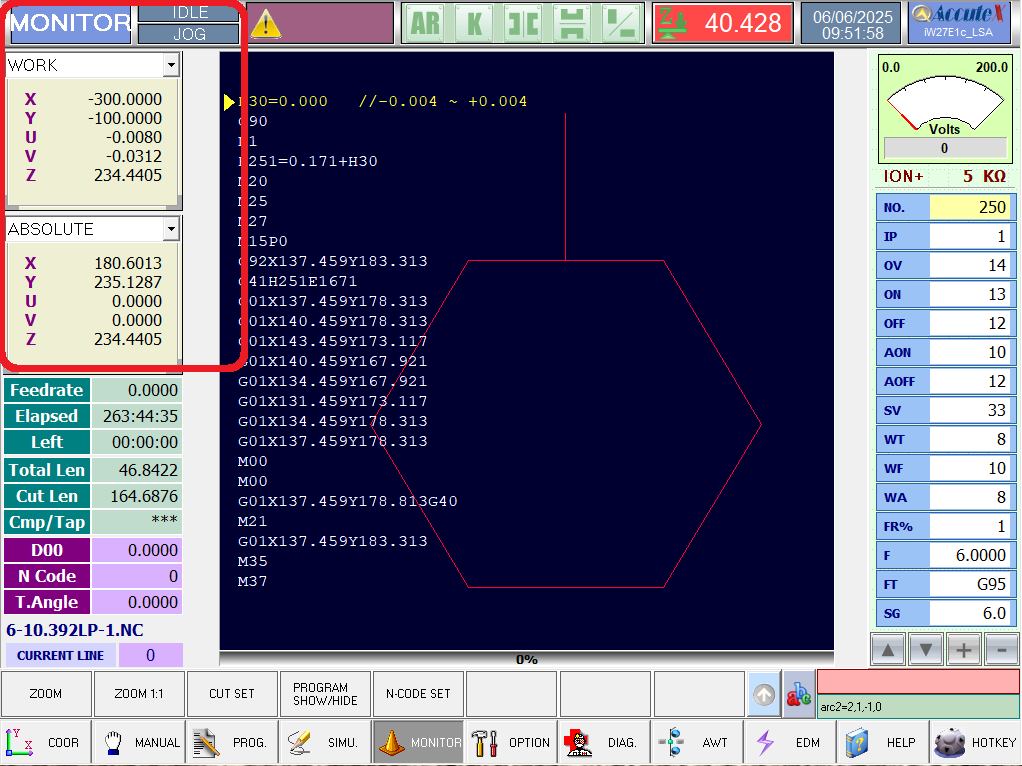
สามารถเลือกดูตำแหน่งและจุดอ้างอิงต่างๆ เช่น ตำแหน่ง WORK, MACHINE เป็นต้น
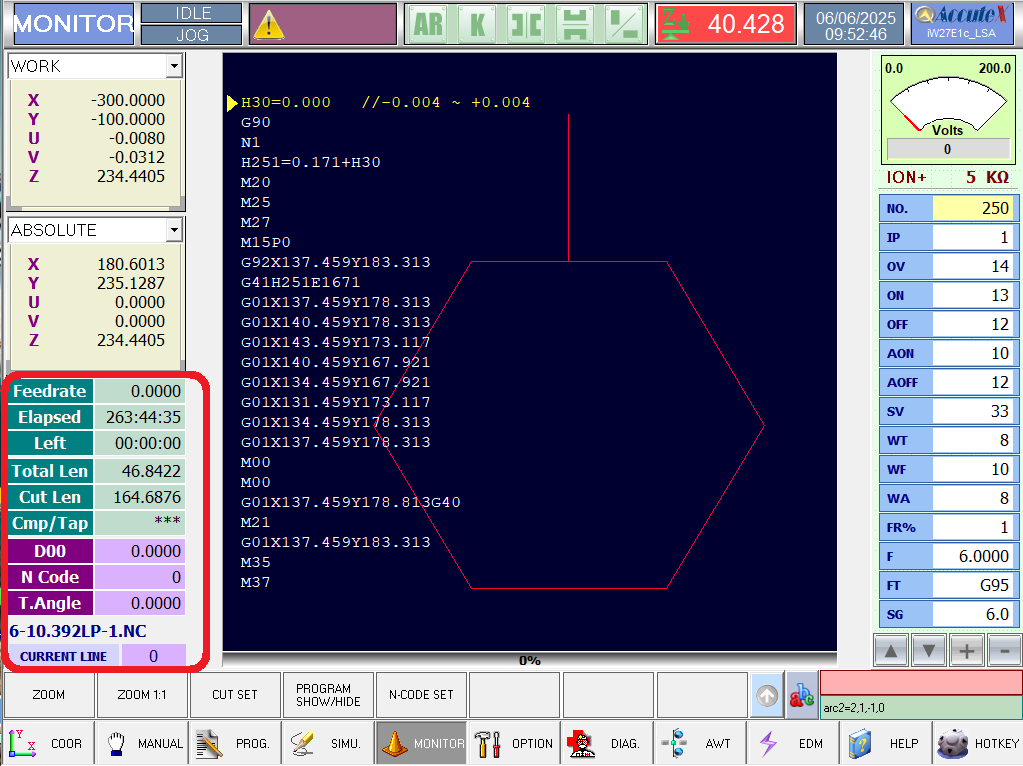
- อัตราป้อน (Feed rate)
- เวลาผ่านไป (Elapsed time)
- ระยะทั้งหมด / ระยะที่ตัดแล้ว
- ชดเชยเอียง / ค่า H (OFFSET)
- องศาเอียง / ชื่อไฟล์ NC / บรรทัดปัจจุบัน
8.3 โวลต์มิเตอร์ (Voltage Meter) และค่าความต้านทานน้ำ
- แสดงค่าแรงดันไฟฟ้าในระหว่างการตัดงาน
- ION+ แสดงค่าความต้านทานน้ำที่เหมาะสมสำหรับการตัด (ประมาณ 30–90 kΩ)
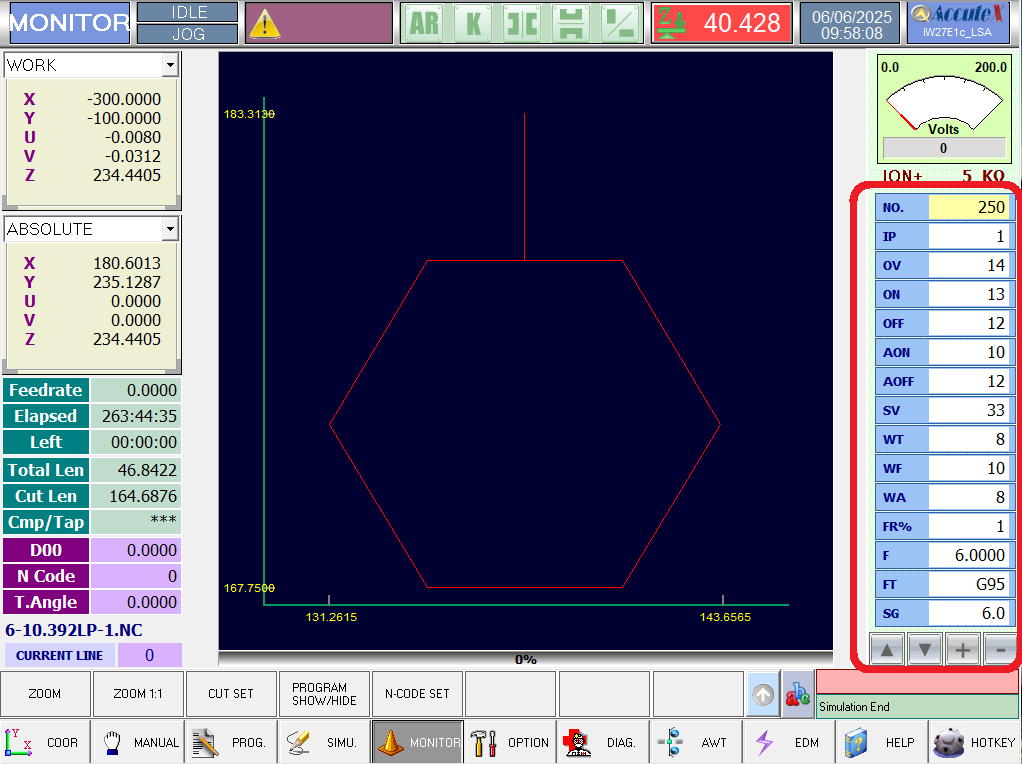
8.4 รายละเอียดค่า EDM แบบเต็ม
- No. – EDM No. (ลำดับที่)
- IP – I Power (ค่าไฟจากแผงกำเนิดไฟฟ้า)
- OV – Open Voltage (แรงดันเปิด)
- ON – Time On (เวลาเปิดกระแส)
- OFF – Time Off (เวลาปิดกระแส)
- AON – ARC On (เวลาเปิดกระแสย่อย)
- AOFF – ARC Off (เวลาปิดกระแสย่อย)
- SV – Servo Voltage (เซอร์โวแรงดันไฟฟ้า)
- WT – Wire Tension (ความตึงลวด)
- WF – Wire Feed (ความเร็วอัตราป้อนลวด)
- WA – Water (แรงดันน้ำฉีด)
- FR% – Feed rate override
- F – Feed (อัตราป้อนเมื่อทำ G01, G02, G03)
- FT – Feed Type (โหมดปกติ / อัตโนมัติ)
- SG – Servo Gain (ความถี่เซอร์โว)
เมื่อเตรียมค่าทั้งหมดถูกต้องแล้ว กด START ระบบจะเติมน้ำหล่อเย็นเข้าถังตัดงาน เมื่อระดับน้ำถึงเซ็นเซอร์วัดระดับที่หัวบน คอนโทรลเลอร์จะเปิดกระแสไฟฟ้าและเริ่มเคลื่อนแกนตามคำสั่ง G-code ของไฟล์ NC
เคล็ดลับเพิ่มประสิทธิภาพและลดปัญหาในการตัดไวร์คัท AccuteX
- ตั้ง HOME SEARCH ทุกครั้งก่อนเริ่มงานใหม่ หรือเมื่อเกิด Alarm ที่เกี่ยวกับแกน
- ตรวจสอบความสะอาดของไกด์ลวด และคุณภาพลวดวายคัทอย่างสม่ำเสมอ
- ทดสอบตัด Test Piece เพื่อปรับ OFFSET เมื่อมีการเปลี่ยนวัสดุหรือความหนาชิ้นงาน
- ใช้ฟังก์ชันจำลอง (Simulation) เพื่อลดโอกาสเกิดปัญหาระหว่างตัดงานราคาแพง
- ควบคุมคุณภาพน้ำหล่อเย็นและค่า ION ให้อยู่ในช่วงที่เหมาะสม
คำถามที่พบบ่อยเกี่ยวกับ AccuteX Wire Cut EDM
Q1: จำเป็นต้องตั้ง HOME SEARCH ทุกวันหรือไม่?
A: แนะนำให้ตั้ง HOME SEARCH อย่างน้อยวันละครั้ง และทุกครั้งหลังจากเกิด Alarm ที่เกี่ยวข้องกับการเคลื่อนแกน หรือหลังปิดเปิดเครื่องใหม่
Q2: เมื่อใดควรปรับ OFFSET ใหม่?
A: เมื่อมีการเปลี่ยนวัสดุ เปลี่ยนความหนาชิ้นงาน ปรับค่า EDM มากขึ้น หรือตรวจพบว่าขนาดงานคลาดเคลื่อนจากแบบ
Q3: ระบบ AWT ไม่ร้อยลวดลง ควรตรวจสอบอะไรบ้าง?
A: ตรวจสอบทิศทางการร้อยลวด ความสะอาดของไกด์หัวบน–ล่าง แรงดันลม และตั้งค่าจำนวนครั้งที่ให้ระบบพยายามร้อยลวดให้เหมาะสม
Q4: ค่า ION ของน้ำสำคัญอย่างไร?
A: ค่า ION ที่เหมาะสมช่วยให้การจ่ายกระแสไฟมีเสถียรภาพ ลดโอกาสลวดขาด และช่วยให้งานตัดเรียบสวย
ติดต่อทีมช่าง AccuteX
การควบคุมเครื่องไวร์คัท AccuteX Wire Cut EDM อย่างมีประสิทธิภาพ ต้องอาศัยทั้งความเข้าใจในหลักการทำงานของเครื่อง การตั้งค่าพิกัด การร้อยลวด การเลือกค่า EDM และการปรับ OFFSET ให้เหมาะสม ควบคู่กับการตรวจสอบสถานะการตัดผ่านหน้าจอ Monitor อย่างสม่ำเสมอ
หากต้องการคำปรึกษาเพิ่มเติมเกี่ยวกับการใช้งาน AccuteX, การเลือกเครื่องให้เหมาะกับงาน, หรือบริการติดตั้งและซ่อมบำรุง สามารถติดต่อทีมงานช่างผู้เชี่ยวชาญของเราได้โดยตรง
ติดต่อ IDEA CNC / ทีมช่าง AccuteX
โทร: 097 195 4845
LINE: @ideacnc
อีเมล: sale@ideacnc.com
#ACCUTEX #WireEDM #EDM #ลวดวายคัท #WireCut #IDEACNC #AccuteXWireCutEDM
ที่มา www.ideacnc.com